Просмотры:0 Автор:Pедактор сайта Время публикации: 2021-08-19 Происхождение:Работает








Абстрактный:Трехмерная численная модель, объединяющая электромагнитное поле, поток жидкости и колебания уровня, была разработана для исследования поведения потока жидкой стали в кристаллизаторе для непрерывной разливки слябов для стали без зазоров (IF).Согласно промышленным результатам и результатам моделирования, завихрения образуются в поперечном сечении за счет электромагнитной силы (ЭДС), а ее количество зависит от пар магнитных полюсов электромагнитных полей.С увеличением частоты тока ЭДС достигает максимума при частоте тока 4,5 Гц, а затем постепенно уменьшается.Когда сила тока увеличивается с 0 до 600 А, степень улавливания шлака, связанного с дефектами заготовки, снижается с 7,46% до 1,09%, но увеличивается до 6,09%, когда сила тока достигает 650 А.Исследование предполагает, что оптимизированная сила тока плесени -электромагнитное перемешивание(M-EMS) может эффективно предотвращать поверхностные или подземные дефекты для производства чистой стали.
Ключевые слова:Межстраничноеfree Steel;Электромагнитное поле;Поток жидкости;Сила тока;Rсъел улавливание шлака.
С развитием производства чистой стали требования к качеству продукции непрерывной разливки становятся все более строгими.[1].Для производства стали без промежуточного слоя (IF), которая широко используется в автомобильной промышленности из-за ее превосходных свойств глубокой вытяжки, дефекты поверхности, такие как осколки и карандашные пузыри, являются наиболее частыми проблемами, ведущими к браку и снижению качества конечного листового проката.[2].Особенно важно контролировать колебания уровня жидкости в кристаллизаторе во время литья и избегать скопления подповерхностных включений, связанных с характерной для сталей гильзой крюка на мениске.Была представлена новая система M-EMS, которая может производить перемешивание вихревым движением для очистки популярных включений, собранных на крючке, была разработана сопряженная магнитогидродинамическая модель для анализа характеристик трехмерного электромагнитного поля, потока жидкости и явлений флуктуации уровня в 0,23 м × Форма для перекрытий 1,6 м.Подробно проанализированы отношения между ЭДС и силой или частотой тока.Также изучается влияние тока перемешивания и положения мешалки на колебания уровня жидкой стали.Наконец, различные параметры M-EMS силы тока катушки сравниваются посредством комбинированного анализа с характеристиками потока в пресс-форме и данными испытаний на промышленных предприятиях.
![]()

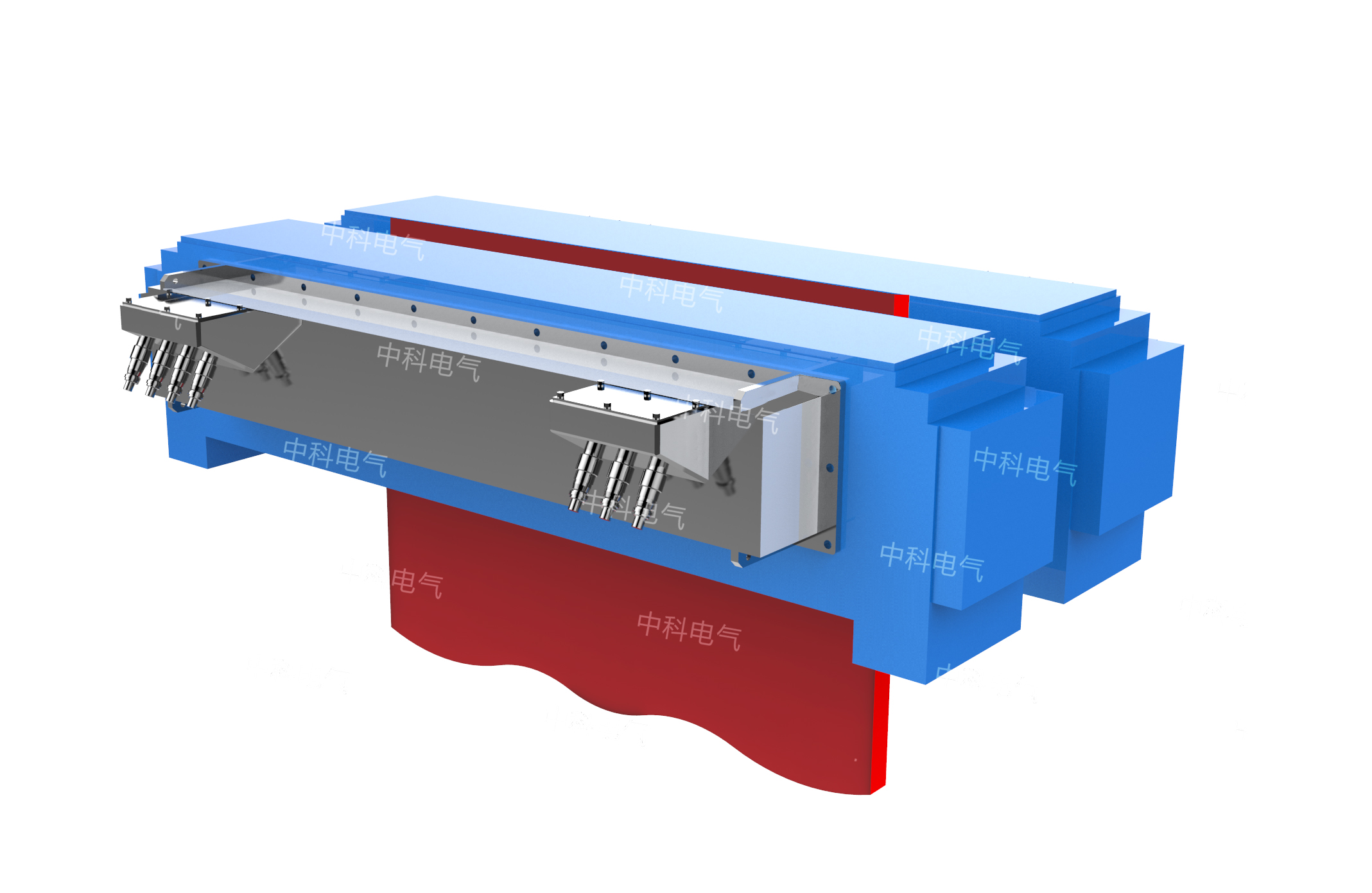
рисунок 1Геометрическая модель и конечно-элементная сетка: (а) электромагнитное моделирование;(б) моделирование потока
Геометрическая модель и сетка конечных элементов в пряди сляба с электромагнитной мешалкой бегущей волны показаны на рисунке 1. Модель M-EMS в основном включает расплавленную сталь, медную изложницу, заднюю стенку из нержавеющей стали, железный сердечник, змеевик для перемешивания и воздух ( не показано).
Чтобы гарантировать достоверность математической модели, результаты расчета плотности магнитного потока вдоль линии Y = 0,1 м в средней плоскости мешалки были сопоставлены с данными измерений на установке, которые показаны на рисунке 2. Измеренные данные были получены Hunan Zhongke Electric Co., Ltd с помощью измерителя Гаусса Lake Shore 475 DSP.Из этого рисунка тенденции плотности магнитного потока имеют центрально-симметричное распределение.Расчетные результаты хорошо согласуются с измеренными данными, что указывает на то, что разработанная математическая модель является приемлемой для этой системы перемешивания, и расчетные результаты могут быть использованы для обеспечения теоретического руководства для оптимизации параметров операции перемешивания в реальном производстве.Кроме того, измеренная плотность магнитного потока немного ниже расчетной из-за утечки магнитного поля и погрешности измерения или вычисления.Однако эта ошибка небольшая, и ею можно пренебречь.
![]()

Рис. 2Сравнение расчетных и измеренных значений напряженности магнитного потока.
![]()

Рис.3Плотность магнитного потока (BF, BL, BO).(а) с нержавеющим щитом;(б) без щита из нержавеющей стали
На рисунке 3 показана плотность магнитного потока вдоль линий для Y = -0,1 м (BF), Y = 0,1 м (BL), Y = 0 м (B0) в средней плоскости мешалки с задней стенкой из нержавеющей стали и без нее.Можно заметить, что BF почти равен BL.Для случая с задней панелью из нержавеющей стали на рис. 3а ее плотность магнитного потока более однородна и меньше, чем в случае без задней панели из нержавеющей стали, которая играет роль электромагнитного экрана от катушек.Средние значения BF составляют соответственно 61,92 мТл и 122,26 мТл для щита из нержавеющей стали и без нее, поэтому игнорирование щита из нержавеющей стали в геометрической модели M-EMS некорректно.
![]()

Рис. 4Распределение плотности магнитного потока на средней плоскости мешалки (Z = -0,12 м).а) вектор;(б) контур
На рис. 4 показаны векторный и контурный графики плотности магнитного потока в средней плоскости мешалки (Z = -0,12 м).Видно, что вектор и контур плотности магнитного потока исходной фазы распределены центросимметрично.Плотность магнитного потока больше на краю широкой грани и постепенно уменьшается от внешней стороны к внутренней.Максимумы расположены вблизи широкой кромки формы (Y = 0,125 м или Y = -0,125 м).
![]()

Рис. 5Векторный и контурный графики усредненной по времени ЭДС на средней плоскости мешалки (Z = -0,12 м).(а) вектор;(б) контур
На рис. 5 показаны вектор и контур усредненной по времени ЭДС на средней плоскости мешалки (Z = -0,12 м).Видно, что распределение ЭДС центросимметрично из-за центросимметричного распределения плотности магнитного потока.Тангенциальные составляющие ЭДС вблизи краев больше, чем во внутренней части поперечного сечения, а тангенциальные составляющие ЭДС на двух параллельных краях широкой грани равны по величине с противоположным направлением.Внутри поперечного сечения существуют четыре поперечных завихрения усредненной по времени ЭДС.Максимум усредненной по времени ЭДС составляет 9000 Н / м3, который появляется в точках X = 0,57 м, Y = 0,125 м и X = -0,57 м, Y = -0,125 м.Минимум усредненной по времени ЭДС ниже 1000 Н / м3, который проявляется внутри.
На рисунке 6а показано распределение плотности магнитного потока для различных значений тока на частоте 4,5 Гц.Плотность магнитного потока увеличивается с увеличением силы тока, и они находятся в приблизительно пропорциональной зависимости.На рисунке 6b показано распределение тангенциальной ЭДС для различных частот тока при 600 А. В диапазоне приложенных частот тока для M-EMS (1,0–5,5 Гц) при 600 А тангенциальная ЭДС увеличивается с увеличением частоты тока и достигает максимума. при текущей частоте 4,5 Гц, а затем постепенно уменьшается.
![]()

Рис. 6Распределение плотности магнитного потока и тангенциальной ЭДС.а) разные токи;(б) разные частоты
![]()

Инжир.7 Сравнение трехмерных колебаний уровня: (а) M-EMS выключен;(б) с M-EMS, Z = -0,42m;(c) с M-EMS, Z = -0,27 м;(г) с M-EMS, Z = -0,12 м
На рисунке 7 показаны трехмерные колебания уровня при различных положениях средней плоскости мешалки, в которой плоскость значения объемной доли стали 0,5 выбрана для выражения состояния колебания уровня.Интуитивно видно, что граница раздела сталь / шлак почти плоская, как у M-EMS.Закрученный поток из-за эффекта M-EMS увеличивает колебания свободной поверхности, а колебания наивысшего уровня для M-EMS происходят в четырех углах свободной поверхности формы.В локальных регионах максимальная высота колебания уровня для M-EMS на Z = -0,42 м, -0,27 м, -0,12 м составляет 1,0 мм, 2,4 мм и 2,9 мм соответственно.Высота мешалки увеличивается, что может легко вызвать колебания свободной поверхности.Результаты показывают, что по мере увеличения высоты мешалки колебания уровня усиливаются.Наибольшее значение колебания уровня при M-EMS на Z = -0,12 м приемлемо для движения шлака, диапазон колебаний уровня в пределах ± 4 мм приемлем для установки.[15].Следовательно, оптимальное положение мешалки для средней плоскости M-EMS находится на Z = -0,12 м ниже мениска.
На рисунке 8 показано влияние перемешивающего тока на колебания уровня.С увеличением тока перемешивания, колебания уровня усиливаются из-за очевидного поперечного закрученного потока, индуцируемого M-EMS, что может привести к улавливанию шлака.В местных регионах.Максимальная высота колебания уровня для тока 500A, 550A, 600A, 650A составляет 2,1 мм, 2,8 мм, 3,6 мм и 4,2 мм соответственно.Когда ток равен 650 А, колебание уровня превышает ± 4 мм, усиление колебания уровня может привести к улавливанию шлака.
![]()

Инжир.8 Сравнение трехмерных колебаний уровня: а - 500А;(b) 550A;(c) 600A;(г) 650A
![]()

Инжир.9 Распределение векторов в центре EMS (а) 500A;(b) 550A;(c) 600A;(г) 650A
Рисунок 9 показывает картину течения в средней плоскости M-EMS при различных токах.Тангенциальная скорость увеличивается с увеличением силы тока.Симметрично распределены четыре поперечных завихрения жидкой стали, которые практически совпадают с четырьмя парами магнитных полюсов.
Таблица 2скорость блокировки для улавливания шлака при разной силе тока
Интенсивность перемешиваемого тока | 0A | 500А | 550A | 600А | 650A |
Блокировка скорости улавливания шлака | 7,46% | 6,86% | 2,80% | 1,09% | 6,90% |
Согласно результатам моделирования, приведенным выше, для испытания стального сляба без зазоров, произведенного на сталелитейном заводе в Китае, были выбраны четыре значения силы тока, степень блокировки улавливания шлака была рассчитана в таблице 2, которая является одним из основных источников включений. в конечном продукте, и сильно повредит чистому производству стали.Когда M-EMS включен, очевидно, что скорость блокировки увлечения магнитного потока снижается.При силе тока 600А , степень блокировки улавливания шлака составляет всего 1,09%, что на 85% меньше по сравнению с ситуацией M-EMS off.Таким образом, промышленные результаты хорошо согласуются с расчетными результатами и, таким образом, подтверждают успешность данной модели.
Совместно с численным моделированием и заводскими испытаниями было изучено влияние M-EMS на электромагнитное поле, поток жидкости и колебания уровня.Основные выводы таковы:
(1) Плотность магнитного потока и ЭДС распределяются центрально-симметрично по широкой поверхности формы.ЭДС создает завихрения на поперечном сечении, и их количество соответствует парам магнитных полюсов электромагнитного поля.С увеличением частоты тока ЭДС достигает максимума при частоте тока 4,5 Гц, а затем постепенно уменьшается.
(2) С увеличением высоты положения мешалки колебания уровня усиливаются, что может привести к уносу флюса.Когда средняя плоскость M-EMS находится на Z = -0,12 м, колебание уровня составляет ± 4 мм, что принято заводом.
(3) Согласно статистическим результатам скорости блокировки уноса для различных параметров процесса при испытаниях на промышленных предприятиях, оптимизированная сила тока составляет 600 А, и при этой интенсивности тока скорость блокировки улавливания шлака составляет всего 1,09%, что намного ниже, чем у чехол с M-EMS выкл.
Запрещается использовать эту статью в любых формах, в том числе воспроизводить или изменять без письменного разрешения автора.












