Просмотры:0 Автор:Pедактор сайта Время публикации: 2021-08-19 Происхождение:Работает








1 АННОТАЦИЯ:Промковщик синдукционный нагревВ последние годы в сталеплавильном производстве оборудование привлекает к себе все больше и больше внимания.Двойной индукционный нагреватель будет занимать большую емкость промежуточного ковша, что приведет к снижению производительности сталеплавильного завода.В настоящей работе была предложена технология промежуточного ковша с одним индукционным нагревателем.Его характеристики потока изучаются с помощью моделирования воды с учетом как неизотермических, так и изотермических условий эксплуатации и сравниваются с характеристиками двухиндукционного нагревателя.Результаты показывают, что консистенция текучести между разными нитями немного слабее у одноиндукционного нагревателя, чем у двухиндукционного нагревателя.Несмотря на это, оптимизированный корпус может полностью удовлетворить промышленные требования с долей мертвого объема 15% и минимальным временем простоя 92 секунды.
КЛЮЧЕВЫЕ СЛОВА:Промкователь с индукционным нагревом канального типа;Одноиндукционный нагреватель;Поле потока;
1.Вступление
Промежуточный ковш является важным металлургическим резервуаром в процессе непрерывной разливки для распределения жидкой стали между ковшом и кристаллизатором, способствуя удалению неметаллических включений и, следовательно, улучшая поверхность и внутреннее качество отливок [1-6].Однако в процессе разливки температура жидкой стали значительно упадет как в ковше, так и в промежуточном разливочном устройстве из-за потерь тепла, что приведет к изменению скорости разливки для обеспечения плавности работы и нестабильности потока жидкости в разливочном устройстве и кристаллизаторе.Чтобы поддерживать устойчивое литье при заданной постоянной температуре, в последние годы все больше внимания уделяется технологии нагрева жидкой стали с помощью плазменной пушки или индукционного канала в промежуточном ковше.В этой ситуации можно ожидать достижения как качества поверхности, так и постоянного внутреннего качества литых изделий.Однако из-за установки индукционного нагревателя будет определен эффективный объем промежуточного ковша, а характеристики потока жидкости будут отличаться по сравнению с обычным промежуточным ковшом.
7-прядный промежуточный ковш с симметричным каналом индукционного нагрева находится в эксплуатации на сталелитейном заводе в Китае, который используется для производства высококачественных подшипниковых и пружинных сталей.Однако промышленные исследования показали, что неметаллических включений в заготовках пряди 2 и пряди 6 больше, чем в других прядях, что, как предполагалось, является результатом иррациональной структуры промежуточного ковша при использовании индукционного канала.Поэтому нами была проведена структурная оптимизация, и был разработан оптимизированный вариант на основе двойного индукционного нагревателя.По сравнению с прототипом, объемная доля мертвой зоны оптимизированного корпуса была уменьшена на 30,16%, а среднее время пребывания увеличено на 278 с.Ожидается, что для увеличения полезного объема промежуточного ковша и повышения эффективности производства на этом сталелитейном заводе будет использоваться одноиндукционный нагреватель.Поэтому в настоящей работе конструкция этого 7-ниточного промежуточного ковша с одноиндукционным нагревателем будет оптимизирована с помощью физической модели, и будут выявлены характеристики потока и поведение жидкости в нем, что будет способствовать более эффективному применению этого разливочного устройства. инновационное судно в промышленности.
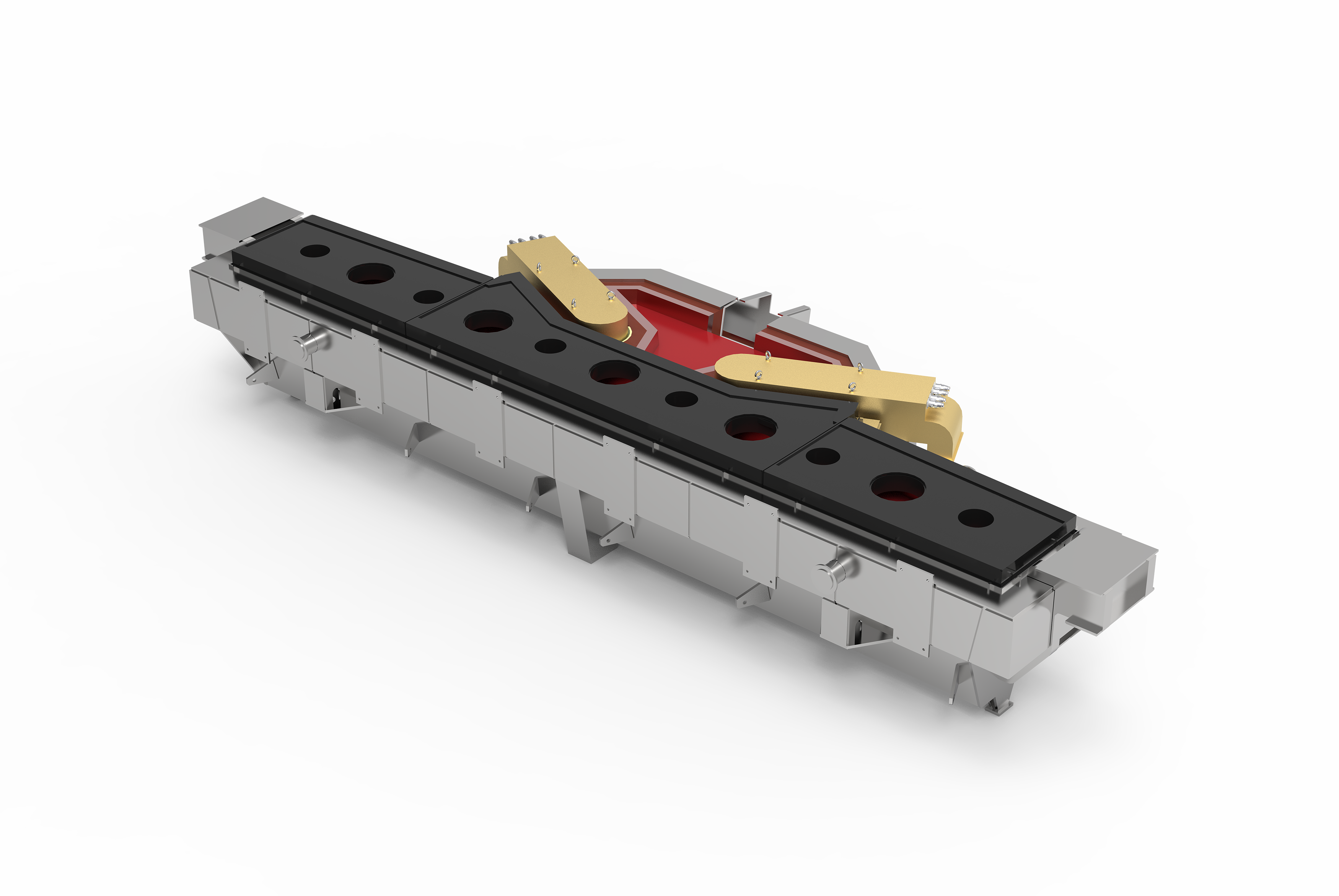
Его схема показана на рисунке 1. Разливочная камера и разгрузочная камера соединены парой нагревательных каналов, а два нагревателя расположены вокруг каналов.Расплавленная сталь течет из разливочной камеры в разгрузочную камеру только по каналам.
![]()

Рисунок 1.Схема промежуточного ковша [8]
3. Результаты и обсуждения
3.1Для пизотермический эксперимент
При промышленной эксплуатации, когда жидкая сталь течет через индукционный канал, она нагревается.Различная электрическая мощность вызывает различные эффекты нагрева.Чтобы наблюдать влияние индукционного нагрева на поток жидкости, были проведены неизотермические эксперименты с различными перепадами температур (![]() = 0, 5, 10, 20, 30 ° C) жидкости впервые были выполнены для прототипа промежуточного ковша с одноиндукционным нагревателем (наклон канала 5 ° вверх, 300 мм от выхода канала на нижнюю поверхность промежуточного ковша).Структурная схема показана на рис. 2. Принимая воду с температурой окружающей среды для моделирования жидкой стали без нагрева за пределами канала, горячая вода различной температуры вводилась из входа в канал.Схема эксперимента приведена в таблице 1.
= 0, 5, 10, 20, 30 ° C) жидкости впервые были выполнены для прототипа промежуточного ковша с одноиндукционным нагревателем (наклон канала 5 ° вверх, 300 мм от выхода канала на нижнюю поверхность промежуточного ковша).Структурная схема показана на рис. 2. Принимая воду с температурой окружающей среды для моделирования жидкой стали без нагрева за пределами канала, горячая вода различной температуры вводилась из входа в канал.Схема эксперимента приведена в таблице 1.
![]()

Рисунок 2 Структурная схема промежуточного ковша с одноиндукционным нагревателем
Таблица 1. Схема неизотермического эксперимента.

Характерные параметры жидкости для различных случаев показаны в таблице 2, а кривые RTD показаны на рисунке 3.
Стол2.Характерные параметры неизотермических экспериментов.

![]()

Рисунок 3.Кривые RTD неизотермического эксперимента при различныхΔT: (a) случай P0,ΔT= 0° C;(b) P1, 5 ° С;(c) P2, 10 ° С;(d) Р3, 20 ° С;(e) P4, 30 ° С.
Из таблицы 2 для случая P0 (![]() = 0 ° С),
= 0 ° С),![]() составляет всего 35 с, доля мертвого объема достигает 54,58%, что означает, что половина жидкости из промежуточного ковша течет медленно.Причина может быть объяснена кривыми RTD на Рисунке 3 (a) следующим образом: пиковые концентрацииC / C0прядей 2 и 6 в случае, когда P0 превышает 5,0, и имеют резкие формы, что предполагает, что большая часть трассера непосредственно течет к выходу 2 и выходу 6, образуя «закорачивающий поток».Сравнивая случай P0 с корпусом прототипа двухиндукционного нагревателя A0 из справочника [8], мертвая зона
составляет всего 35 с, доля мертвого объема достигает 54,58%, что означает, что половина жидкости из промежуточного ковша течет медленно.Причина может быть объяснена кривыми RTD на Рисунке 3 (a) следующим образом: пиковые концентрацииC / C0прядей 2 и 6 в случае, когда P0 превышает 5,0, и имеют резкие формы, что предполагает, что большая часть трассера непосредственно течет к выходу 2 и выходу 6, образуя «закорачивающий поток».Сравнивая случай P0 с корпусом прототипа двухиндукционного нагревателя A0 из справочника [8], мертвая зона![]() первого и стандартные отклонения
первого и стандартные отклонения![]() а также
а также![]() все они больше, чем последние, что указывает на то, что независимо от прототипа двухиндукционного нагревателя или одноиндукционного нагревателя, их поля течения иррациональны при условии отсутствия разницы температур.
все они больше, чем последние, что указывает на то, что независимо от прототипа двухиндукционного нагревателя или одноиндукционного нагревателя, их поля течения иррациональны при условии отсутствия разницы температур.
Для случая P1 (![]() = 5 ° C), общая
= 5 ° C), общая![]() составляет 45 с, а
составляет 45 с, а![]() из 2ndпрядь 44 с.Кроме того, существует большая разница между кривыми RTD для разных жил.Однако доля мертвой зоны всего промежуточного ковша составляет всего 3,66%, что намного меньше, чем в случае P0.С увеличением разницы температур минимальное время отключения и пиковое время для случаев от P2 до P4, очевидно, увеличиваются, и мертвая зона исчезает.
из 2ndпрядь 44 с.Кроме того, существует большая разница между кривыми RTD для разных жил.Однако доля мертвой зоны всего промежуточного ковша составляет всего 3,66%, что намного меньше, чем в случае P0.С увеличением разницы температур минимальное время отключения и пиковое время для случаев от P2 до P4, очевидно, увеличиваются, и мертвая зона исчезает.
Сравнивая случаи с P1 по P4, кривые RTD семи нитей становятся более согласованными с увеличением![]() , а стандартные отклонения (S) в таблице 2 в целом уменьшаются.
, а стандартные отклонения (S) в таблице 2 в целом уменьшаются.
Чтобы объяснить вышеупомянутые явления, траектория чернил в случаях P0 и P3 была проиллюстрирована на рисунках 4 и 5 соответственно.
![]()

Рисунок 4.Траектория распыления чернил в случае P0
![]()

Рисунок 5.Траектория распыления чернил в корпусе P3
В случае P0 черные чернила сначала проходят по наклонному каналу (рис. 4a).Через 78 с одна часть чернил диспергируется на поверхности ванны, а другая напрямую течет к выпускному отверстию2, образуя «закорачивающий поток».В этой ситуации неметаллические включения в этой пряди не успеют всплыть и удалить.Как видно из рисунков 4 (c) и (d), чернила не могли почти течь к выходному отверстию 4, в то время как их наибольшая концентрация находилась по обеим сторонам разливочного ковша, что позволяет предположить, что область рядом с выпускным отверстием 4 является основным источником мертвой зоны.Из таблицы 2![]() достигает 54,58%, что составляет более половины объема разливочного ковша.В дополнение
достигает 54,58%, что составляет более половины объема разливочного ковша.В дополнение![]() а также
а также![]() соответственно показывают 122,40 и 101,94, что указывает на большую разницу в характеристиках текучести между разными нитями.Поэтому оптимизация внутренней конструкции промежуточного ковша-прототипа с одноиндукционным нагревателем при условии
соответственно показывают 122,40 и 101,94, что указывает на большую разницу в характеристиках текучести между разными нитями.Поэтому оптимизация внутренней конструкции промежуточного ковша-прототипа с одноиндукционным нагревателем при условии![]() = 0 крайне необходимо.
= 0 крайне необходимо.
Из рисунка 5 видно, что траектория чернил в случае P3 сильно отличается от случая P0, они сначала стекают на поверхность ванны с горячей водой из канала (рисунок 5 (a)) из-за тепловой плавучести, а затем накапливаются по всему промежуточному разливочному устройству. поверхности (рис. 5 (б)), в этом случае короткозамкнутый поток не образуется.После этого горячий поток постепенно опускается к каждому выпускному отверстию.По мере прохождения большого времени от поверхности до дна промежуточного ковша время пребывания жидкости значительно увеличивается.Кроме того, горячий поток полностью опускается, поэтому мертвый объем этого корпуса исчезает.
3.2ДляИзотермический экспериментальный
Как описано в ссылке [8], когда индукционный нагрев промежуточного ковша работает в течение определенного периода времени, разница температур расплавленной стали внутри и снаружи индукционного канала будет уменьшаться, пока не исчезнет.В это время расплавленная сталь в промежуточном разливочном устройстве станет изотермической.Кроме того, операция индукционного нагрева обычно используется для некоторых специальных марок стали, таких как подшипниковые и пружинные стали, из соображений экономии.Для обычных марок стали функция нагрева швеллеров не работает.В этой ситуации поток жидкой стали через канал также изотермический.Следовательно, для оптимизации конструкции промежуточного ковша с одноиндукционным нагревом необходим изотермический эксперимент модели воды.
Основываясь на результатах двухиндукционного нагревателя [8], корпус одноиндукционного нагревателя спроектирован следующим образом: индукционный канал установлен горизонтально и поднят на 340 мм от нижней поверхности промежуточного ковша, две перемычки на Каждая сторона промежуточного ковша симметрично распределена между выпускными отверстиями, заслонка 1 находится на расстоянии 375 мм от выпускного отверстия 2, заслонка 2 находится на расстоянии 240 мм от выпускного отверстия 3.Высота плотин соответственно составляет 0, 340, 420 и 500 мм, а экспериментальная схема приведена в таблице 3. Параметры характеристик потока представлены в таблице 4, а их кривые RTD показаны на рисунке 6.
Стол3.Схема изотермического эксперимента
Случай | Угол наклона канала / ° | Высота канала / мм | Высота плотины / мм |
G1 | 0 | 340 | 0 |
G2 | 0 | 340 | 340 |
G3 | 0 | 340 | 420 |
G4 | 0 | 340 | 500 |
Стол4.Параметры характеристик потока в изотермическом эксперименте

![]()

Рисунок 6Кривые RTD изотермического эксперимента для различных случаев: (а) G1;(б) G2;(c) G3;(d) G4
Из таблицы 4 среднее время пребывания в случае G1 увеличивается на 292 с, а доля мертвой зоны уменьшается вдвое по сравнению со случаем P0, что указывает на то, что подъем индукционного канала благоприятен для улучшения поля потока.Однако индукционный канал не может быть слишком высоким из-за ограничений поверхности жидкости в промежуточном ковше и промежуточной стали.
Сравнивая случаи G2 - G4, среднее время пребывания увеличивается, а доля мертвой зоны и пиковая концентрация уменьшаются с увеличением высоты плотины, что позволяет предположить, что высокая плотина полезна для оптимизации поля потока в этом промежуточном разливочном устройстве.Это связано с тем, что жидкость течет вверх, а не прямо к выходному отверстию 2 и выходу 6 из-за направляющей высокой плотины.В этой ситуации устраняется поток с короткой циркуляцией.Параметры потока в случае G3 близки к параметрам для случая G4, поэтому случай G3 считается оптимальным с учетом фактического производства и количества остаточной стали.
Судя по кривым резистивного датчика температуры на рис. 6, разница между различными жилами относительно велика, поскольку набор одноиндукционных нагревателей делает поле потока асимметричным с обеих сторон разгрузочной камеры промежуточного ковша.
4. Выводы
На основе изотермических и неизотермических условий работы промежуточного ковша с канальным одиночным индукционным нагревателем выявлены расходные характеристики инновационного разливочного устройства с канальным одиночным индукционным нагревателем и предложена оптимальная конструкция управления потоком.Сделаны следующие выводы:
В неизотермической ситуации жидкость из канала нагрева течет вверх прямо к поверхности жидкости, что потенциально благоприятно для удаления неметаллических включений в стали.Чем больше разница температур внутри и снаружи нагревательного канала, тем заметнее возрастающий поток.Когда разница температур достигает 10 ° C, мертвая зона разливочного ковша полностью устраняется, а минимальное время пребывания жидкости и среднее время пребывания достигают 353 с и 1067 с, соответственно, что намного больше, чем при условии отсутствия разницы температур. .
В изотермической ситуации подъем индукционного канала и установка двойных дамб в промежуточном разливочном устройстве может уменьшить долю мертвой зоны, и высокая плотина имеет преимущество перед низкой плотиной.Доля мертвой зоны для случаев G3 и G4 снижается с 45,57% в разливочном ковше-прототипе и 54,58% в случае P0 до менее 16%.Учитывая высоту поверхности жидкости и количество остаточной стали в промежуточном разливочном устройстве, корпус G3 (высота индукционного канала 340 мм, высота двух заслонок 420 мм) можно считать оптимальным выбором для реального производства.
Запрещается использовать эту статью в любых формах, в том числе воспроизводить или изменять без письменного разрешения первоначального автора.









